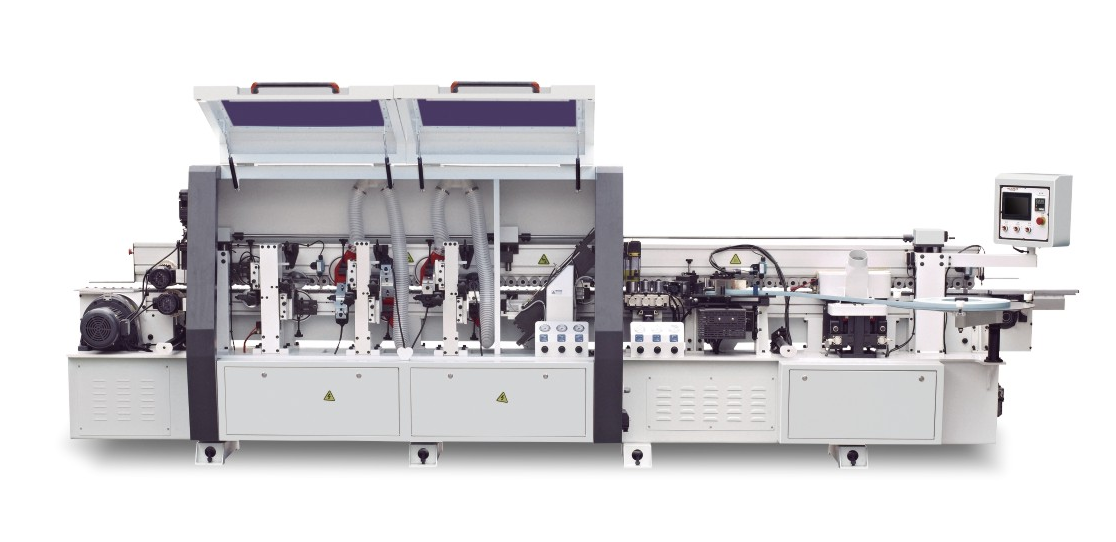
全自動封邊機(jī)的調(diào)試主要有哪些部件呢�?
全自動封邊機(jī)的送料壓輪調(diào)試�,壓輪的高低根據(jù)工件的寬窄����、長短、厚度和壓輪磨損的程度�����,通過壓輪升降調(diào)整桿和數(shù)碼表來調(diào)節(jié)���,一般以壓輪下表面低于工件上表面3mm左右為宜���。
全自動封邊機(jī)的調(diào)試主要有哪幾個部件呢?接下來就跟著我們一起去看看吧���。
1��、全自動封邊機(jī)的送料壓輪調(diào)試,壓輪的高低根據(jù)工件的寬窄��、長短���、厚度和壓輪磨損的程度�����,通過壓輪升降調(diào)整桿和數(shù)碼表來調(diào)節(jié)����,一般以壓輪下表面低于工件上表面3mm左右為宜�����。
壓的過松���,工件在封邊機(jī)上容易位移�����,影響封邊的質(zhì)量����,壓的過緊���,壓輪容易損壞�����、壓梁和立柱變形較大�,長時間使用會造成壓梁和立柱變形����,影響設(shè)備精度,同時也會使減速箱電機(jī)負(fù)載較大��,造成跳閘停機(jī)����,嚴(yán)重者損壞設(shè)備。
2��、進(jìn)料靠板組件調(diào)試�����,進(jìn)料位置可通過轉(zhuǎn)動星形手柄調(diào)節(jié)絲桿帶動進(jìn)料靠板組件移動來調(diào)節(jié)�����。順時針方向旋轉(zhuǎn)����,進(jìn)料靠板向立柱方向移動�,反之,向外移動����,當(dāng)靠板與輸送帶不平行時,可通過組件下方的調(diào)節(jié)絲桿進(jìn)行上下�����、左右調(diào)節(jié)���。
3���、膠鍋進(jìn)出和彈力大小調(diào)試,膠鍋中的膠必須保持在鍋口1cm以下���,但不能低于鍋中的兩根加強(qiáng)筋���。涂膠量應(yīng)根據(jù)工件的大小、寬窄�����、和厚薄通過調(diào)節(jié)手柄來調(diào)節(jié)所需的膠量����。膠鍋的進(jìn)出可通過膠鍋后面的調(diào)節(jié)絲桿來調(diào)節(jié),首先松開鎖緊螺母���,再用平改刀順時針方向旋轉(zhuǎn)調(diào)節(jié)絲桿,膠鍋向后退���,反之���,膠鍋向前進(jìn)���,調(diào)好后鎖緊螺母即可。
4����、全自動封邊機(jī)的側(cè)壓輪調(diào)試�,側(cè)壓輪的進(jìn)出可通過側(cè)壓輪后方的星形手柄來進(jìn)行調(diào)節(jié)���,調(diào)節(jié)時���,先松開上方垂直的緊固桿,再通過星形手柄順時針方向旋轉(zhuǎn)——側(cè)壓輪退出�;逆時針方向旋轉(zhuǎn)——側(cè)壓輪前進(jìn),一般以在封工件時側(cè)壓輪后退1-3mm左右為宜�����,調(diào)試好后必須鎖緊緊固桿�。
側(cè)壓輪壓力通過壓力調(diào)節(jié)閥來調(diào)節(jié),壓力一般為1.5-5bar��。壓力過大�����,易把工件從輸送帶上頂移位����,工件的前端易出現(xiàn)掉角現(xiàn)象,壓力過小��,封出的邊粘結(jié)不好�����,造成返工�����。壓力的調(diào)節(jié)還應(yīng)根據(jù)工件的厚薄�、長短、寬窄和封邊帶的厚薄�����、寬窄來調(diào)節(jié)��,一般以封出的工件能達(dá)到質(zhì)量要求即可�����。
壓輪太靠前���,工件前端也易掉角��,同時前鋸切不好���,到粗、精修和刮刀處�,有些地方修不好邊。壓輪太靠后����,封出的邊粘結(jié)不好,邊帶很容易撕掉��,甚至工件上沒有封邊帶���。
東莞市港龍數(shù)控機(jī)械有限公司
數(shù)控開料機(jī),電腦裁板鋸,自動側(cè)孔鉆,全自動封邊機(jī),PUR膠封邊機(jī),廣東推臺鋸廠家,東莞市港龍數(shù)控機(jī)械有限公司
控設(shè)備有限公司")